|
|
|
摘 要本文結(jié)合印染行業(yè)中拉幅定型機(jī)的技術(shù)改造����,介紹了上海天任電子有限公司研制的TOD系列文本顯示器在拉幅定型機(jī)門幅控制系統(tǒng)中的使用���。
關(guān)鍵詞 TOD120�、文本顯示器����、門幅控制、印染
一��、引言
印染業(yè)屬于技術(shù)密集型產(chǎn)業(yè)�����,穩(wěn)定及高質(zhì)量產(chǎn)品是以先進(jìn)的技術(shù)及裝備作為保證���,需要運(yùn)用高新技術(shù),大力提升技術(shù)改良程度并加快技術(shù)進(jìn)程,以及淘汰技術(shù)落后的設(shè)備����。
為加強(qiáng)印染新技術(shù)、新設(shè)備的推廣����,在引進(jìn)先進(jìn)的漂、印����、整設(shè)備時(shí),也須注重國產(chǎn)設(shè)備新技術(shù)的推廣應(yīng)用��,拉幅定型機(jī)作為印染后的整理設(shè)備也包括在內(nèi)���。
二����、工藝要求
布匹在染色完成后�����,需要在烘房中進(jìn)行高溫整定�,以達(dá)到布面平整��,布幅寬度達(dá)到一致的要求����。為此��,布匹必須在承受一定橫向張力的條件下進(jìn)入烘房定型�,于是對(duì)布幅寬度控制有嚴(yán)格的要求,布幅最終成型寬度便是通過門幅寬度調(diào)整來進(jìn)行控制����。
三、改造方案
傳統(tǒng)的門幅控制是通過人工反復(fù)調(diào)節(jié)�,測(cè)量,最終核定�,這種落后的調(diào)節(jié)方式已經(jīng)不能滿足日趨進(jìn)步的工藝需要,為此�,門幅的自動(dòng)化控制便顯得很有意義。
定型機(jī)門幅數(shù)量根據(jù)生產(chǎn)工藝的不同而有差異(一般為三至八個(gè))��,本方案以四個(gè)門幅進(jìn)行硬件配置���,系統(tǒng)電氣控制原理圖如下:
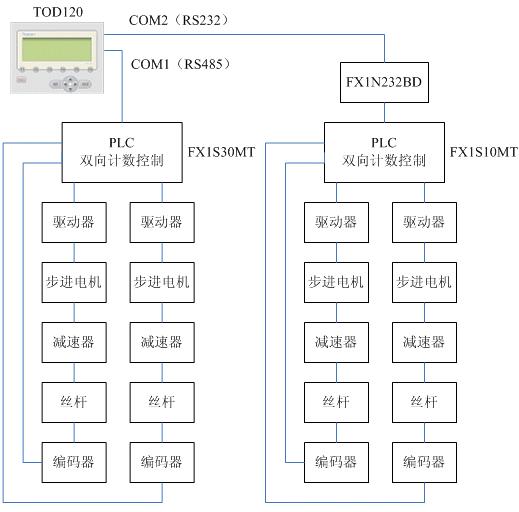
其中���,文本顯示器需要和2個(gè)PLC通訊���,因此選用天任帶有雙通訊口的TOD120-24V文本顯示器一臺(tái)�,作為控制單元可編程控制器選用三菱FX1S10MT、FX1S30MT各一臺(tái)�����,而通訊模塊選用FX1N232BD一個(gè)��,步進(jìn)電機(jī)及其驅(qū)動(dòng)器四套�����,旋轉(zhuǎn)編碼器四個(gè)����。
四、控制原理
通過TOD120文本顯示器設(shè)定所需門幅的寬度�,而PLC與編碼器反饋的當(dāng)前實(shí)際寬度進(jìn)行比較,然后PLC進(jìn)行計(jì)算���,控制步進(jìn)驅(qū)動(dòng)器�,最后步進(jìn)電機(jī)通過減速機(jī)調(diào)節(jié)門幅絲桿的正反轉(zhuǎn)���,從而調(diào)整門幅的寬度�����。主要計(jì)算公式如下:
編碼器反饋脈沖數(shù)*螺距/編碼器線數(shù)=實(shí)際寬度�;
目標(biāo)寬度-實(shí)際寬度=調(diào)節(jié)量;
調(diào)節(jié)量/步進(jìn)電機(jī)單位進(jìn)給量=步進(jìn)電機(jī)執(zhí)行數(shù)����;
最終由PLC控制步進(jìn)電機(jī)實(shí)現(xiàn)門幅自動(dòng)閉環(huán)控制。
五��、結(jié)束語
實(shí)踐證明���,天任TOD120文本顯示器在拉幅定型機(jī)門幅控制系統(tǒng)中的應(yīng)用是成功的����。使用文本顯示器后���,直觀的顯示方式和便捷的操作方法提供了良好的人機(jī)交互界面��;同時(shí)通過TOD120和PLC的通訊控制控制方式大大減少了原來系統(tǒng)的配線�,系統(tǒng)集成度大大提高����?�?傊?���,TOD120文本顯示器大大提高了拉幅定型機(jī)的自動(dòng)化水平同時(shí)���,也為國內(nèi)印染行業(yè)的自動(dòng)化改造提供了動(dòng)力,具有良好的推廣價(jià)值���。